
> 低壓鑄造生產工藝
低壓(ya)鑄(zhu)(zhu)造生產工藝是在澆包中通入(ru)干(gan)燥的(de)(de)(de)(de)壓(ya)縮空氣,金(jin)屬液(ye)在氣體(ti)壓(ya)力的(de)(de)(de)(de)作用下(xia)沿升液(ye)管上(shang)升,通過(guo)鑄(zhu)(zhu)型澆口平穩地(di)進(jin)入(ru)鑄(zhu)(zhu)件(jian)型腔,保持金(jin)屬液(ye)面上(shang)的(de)(de)(de)(de)氣體(ti)壓(ya)力一(yi)直到鑄(zhu)(zhu)件(jian)完(wan)全(quan)凝固,然后解(jie)除液(ye)面上(shang)的(de)(de)(de)(de)壓(ya)力,剩(sheng)余的(de)(de)(de)(de)鋁(lv)液(ye)回(hui)到澆包中,已凝固的(de)(de)(de)(de)鋁(lv)液(ye)便在鑄(zhu)(zhu)型內形成所需鑄(zhu)(zhu)件(jian)。
> 鑄造旋壓生產工藝
鑄造旋壓(ya)工藝是(shi)將低壓(ya)鑄造坯料輪(lun)輞(wang)擠壓(ya)成型。旋壓(ya)上模(mo)壓(ya)緊鑄造毛(mao)坯,使毛(mao)坯與下模(mo)同步旋轉,旋輥(gun)在(zai)預(yu)先設(she)置好的(de)軌跡上對(dui)毛(mao)坯料的(de)輪(lun)輞(wang)進行(xing)局部(bu)連(lian)續旋轉擠壓(ya),使之與模(mo)具(ju)貼合,拉長坯料得(de)到實際要(yao)求(qiu)的(de)輪(lun)輞(wang)形狀。
本(ben)公司制造的(de)鑄造旋壓鋁合金車輪具有(you)以下優(you)點:
1、重量輕
設計(ji)載荷相(xiang)同條件下的鑄造(zao)旋壓鋁(lv)合金車輪,要(yao)輕于低壓鑄造(zao)鋁(lv)合金車輪10%左右。
2、性價比高
接(jie)近鍛(duan)造旋(xuan)壓輪輪輞的(de)高強度,價格卻遠低于鍛(duan)造旋(xuan)壓輪。
3、承載能力高
鑄(zhu)造(zao)旋壓鋁合金(jin)車(che)輪輪輞的(de)機械性能與(yu)低壓鑄(zhu)造(zao)鋁合金(jin)車(che)輪相比,屈(qu)服強度(du)高(gao)(gao)12%左(zuo)右,抗拉(la)強度(du)高(gao)(gao)15%左(zuo)右,延(yan)伸率高(gao)(gao)30%左(zuo)右,硬(ying)度(du)高(gao)(gao)8%左(zuo)右,極大程度(du)地提高(gao)(gao)了(le)車(che)輪的(de)承載能力。
4、安全(quan)性(xing)高
鑄(zhu)造旋(xuan)壓(ya)鋁合金(jin)車輪(lun)(lun)輪(lun)(lun)輞經(jing)過旋(xuan)壓(ya),有(you)效解決了低壓(ya)鑄(zhu)造車輪(lun)(lun)輪(lun)(lun)輞中存(cun)在的(de)縮松、氣(qi)孔(kong)等問題,避免(mian)車輪(lun)(lun)在使用過程中發生漏氣(qi)。
> 鍛造旋壓生產工藝
鍛造(zao)(zao)旋(xuan)壓(ya)(ya)生產工藝采用三次鍛造(zao)(zao)、一次旋(xuan)壓(ya)(ya)成(cheng)型的技術,在6000噸液(ye)壓(ya)(ya)機的高(gao)壓(ya)(ya)鍛造(zao)(zao)下,合(he)金分子之(zhi)間(jian)的間(jian)隙較(jiao)小(xiao),分子排列緊密,晶(jing)粒皆沿(yan)著變形方向被(bei)拉長(chang)、拉細或壓(ya)(ya)扁(bian),確保(bao)鍛造(zao)(zao)鋁合(he)金車輪(lun)具備(bei)較(jiao)高(gao)的強度。
本公司制造的鍛造鋁合金車輪具(ju)有以下優點:
1、重量輕(qing),操縱性好
設計載荷相(xiang)同條件下的鍛(duan)(duan)造鋁(lv)合(he)金車輪(lun),重(zhong)量(liang)要輕(qing)(qing)于(yu)鑄造鋁(lv)合(he)金車輪(lun)20-50%。安裝鍛(duan)(duan)造鋁(lv)合(he)金車輪(lun)后行(xing)(xing)車感覺方向較輕(qing)(qing),高速(su)行(xing)(xing)駛特別(bie)平(ping)穩;同時,起步快、剎車輕(qing)(qing)、制(zhi)動效果好,提高了駕駛舒(shu)適性(xing)。
2、節省燃油(you)
安裝鍛造鋁合金車(che)(che)輪(lun)以(yi)后,由(you)于整(zheng)車(che)(che)的重量(liang)降低,以(yi)及隨(sui)著(zhu)車(che)(che)輪(lun)轉(zhuan)動慣量(liang)的降低,使汽車(che)(che)加速性能提(ti)高,并相應減少了制動能量(liang)的需求,從而(er)降低了油耗。
3、承(cheng)載能力高
鍛造(zao)(zao)鋁合(he)金車(che)輪(lun)(lun)的抗拉強度(du)比(bi)(bi)鑄(zhu)造(zao)(zao)鋁合(he)金車(che)輪(lun)(lun)高30%左(zuo)右,其(qi)屈(qu)服強度(du)比(bi)(bi)鑄(zhu)造(zao)(zao)車(che)輪(lun)(lun)高40%以(yi)上,延(yan)伸率(lv)達到鑄(zhu)造(zao)(zao)車(che)輪(lun)(lun)的2倍甚至更高。而(er)且,鍛造(zao)(zao)鋁合(he)金車(che)輪(lun)(lun)整體機械性能比(bi)(bi)較均勻,整體強度(du)和抗沖擊能力(li)比(bi)(bi)鑄(zhu)造(zao)(zao)鋁合(he)金車(che)輪(lun)(lun)更高。相同重量的鋁合(he)金車(che)輪(lun)(lun),鍛造(zao)(zao)車(che)輪(lun)(lun)承(cheng)載能力(li)要高于鑄(zhu)造(zao)(zao)車(che)輪(lun)(lun)30-50%。
4、圓度高,平衡好
鍛(duan)造鋁(lv)合金車(che)(che)輪是整體鍛(duan)造成型后(hou),通(tong)過(guo)數控車(che)(che)床加(jia)工而(er)成,真(zhen)圓度(du)高(gao);鍛(duan)造鋁(lv)合金車(che)(che)輪質地(di)均勻,不平(ping)衡(heng)量小,運轉平(ping)衡(heng)性能佳,有利于(yu)消(xiao)除高(gao)速(su)行駛方向盤抖動現象,使汽(qi)車(che)(che)在行駛過(guo)程中(zhong)更加(jia)平(ping)穩舒適。
5、美觀(guan)
鍛造鋁合金(jin)車輪外(wai)觀設計(ji)自(zi)由度(du)大,并且(qie)表面顏色(se)、光(guang)澤(ze)效果好(hao)(hao),能較好(hao)(hao)地滿足個(ge)性化需(xu)求,提高汽車的外(wai)觀美感。
> 鎂合金車輪鍛造技術(shu)的開發及應(ying)用
本公司在開發(fa)及生產(chan)鍛造鎂合金車輪領域(yu)具有以下技術(shu)優勢:
1、新材(cai)料(liao)研制和應用,在國家標準(zhun)牌號鎂合(he)金(jin)材(cai)料(liao)中加入一(yi)定比例(li)的某稀土元素,提高了鎂合(he)金(jin)材(cai)料(liao)的塑性,利于(yu)鍛造成型。
2、研發了鎂(mei)合金等溫(wen)鍛(duan)造(zao)技術,保持在特定的溫(wen)度下進行(xing)鍛(duan)造(zao);并且(qie)使(shi)用兩套鍛(duan)造(zao)模(mo)具,一(yi)套預成(cheng)型,另一(yi)套終(zhong)成(cheng)型;然后使(shi)用一(yi)套擠壓模(mo)具使(shi)輪輞精密(mi)成(cheng)型。
3、具有比低壓鑄造鋁合(he)金(jin)車輪減重35%的(de)顯著輕量化效果。
> 鋁合金車輪低壓鑄造(zao)全水冷工藝
低壓(ya)(ya)鑄造(zao)全水(shui)(shui)冷(leng)工(gong)藝采用(yong)恒(heng)溫(wen)的(de)水(shui)(shui)作為冷(leng)卻(que)介質(zhi),替代以往的(de)壓(ya)(ya)縮空氣,在壓(ya)(ya)鑄模具的(de)上、下、邊(bian)模的(de)通(tong)道內流動,對模具進行(xing)冷(leng)卻(que)。水(shui)(shui)的(de)冷(leng)卻(que)強度大(da),冷(leng)卻(que)效率高(gao),有效地提高(gao)了車(che)輪的(de)機械性能,同(tong)時(shi)提高(gao)了生產效率。低壓(ya)(ya)鑄造(zao)全水(shui)(shui)冷(leng)工(gong)藝是車(che)輪輕量化的(de)技術(shu)基礎。
> 噴(pen)涂線前處(chu)理工(gong)藝
我公司(si)目前采用先進(jin)的無結垢、無析出的前處理工藝,能(neng)(neng)長期(qi)保證(zheng)車輪(lun)表面(mian)鈍化膜的質(zhi)量,從而提高并穩定(ding)了漆膜的耐(nai)腐(fu)蝕性,提高產品耐(nai)CASS、鹽霧等(deng)漆膜性能(neng)(neng)。
本工藝特點:
1.采(cai)用含磷酸鹽成分的(de)脫脂藥(yao)劑,對(dui)輪轂有一(yi)定(ding)的(de)磷化作用,在一(yi)定(ding)的(de)程度上能提高工(gong)件的(de)邊緣耐腐蝕性能。
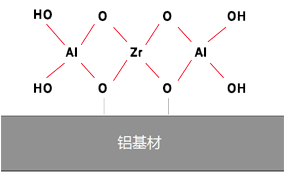
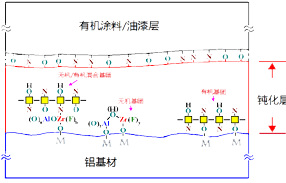
2.表(biao)調(diao)及鈍化(hua)在酸(suan)洗過程中一(yi)步完成,有效(xiao)防止表(biao)調(diao)后重(zhong)新氧(yang)化(hua),有效(xiao)的(de)保(bao)護(hu)鈍化(hua)膜形成的(de)效(xiao)果,提高產品(pin)耐(nai)腐蝕的(de)一(yi)致(zhi)性。且引(yin)入了過渡(du)金屬元素,其(qi)通過溶膠-凝膠法在金屬表(biao)面形成致(zhi)密的(de)鈍化(hua)保(bao)護(hu)層(ceng)。
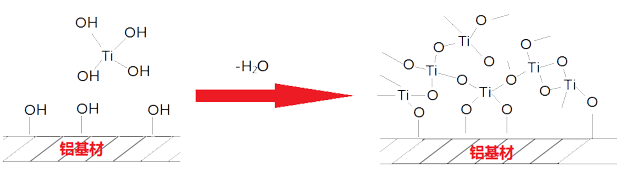
3.在(zai)無鉻鈍化液(ye)中,在(zai)過渡金(jin)屬無機(ji)(ji)(ji)物體系(xi)中有(you)(you)針對性的(de)引入(ru)有(you)(you)機(ji)(ji)(ji)物,改善無機(ji)(ji)(ji)膜層的(de)物理特性(膜厚、韌度等)并改善單一無機(ji)(ji)(ji)物體系(xi)成膜不連續的(de)問題。
> 高強(qiang)度輕量化短流程鋁合金車輪制造新工藝
本工藝特點:
1、與(yu)傳統的鑄造旋壓鋁(lv)合金車輪(lun)制造工藝相比,取消(xiao)了(le)(le)(le)去澆(jiao)口(kou)、預機(ji)加(jia)工序,消(xiao)除(chu)了(le)(le)(le)由預機(ji)加(jia)所帶來的重復定位偏差。縮短了(le)(le)(le)產(chan)(chan)品的生產(chan)(chan)周(zhou)期,同時節省了(le)(le)(le)能源,提高了(le)(le)(le)工作效率(lv),降低了(le)(le)(le)生產(chan)(chan)成本。
2采用熱進(jin)爐(lu)工藝,通(tong)過縮短壓鑄機(ji)與(yu)熱處理爐(lu)的(de)距(ju)離,減少車輪在運(yun)行過程中自身能(neng)量(liang)的(de)散失,減少熱處理工序(xu)的(de)能(neng)量(liang)需求。





